Production and Mechanical Properties of CSHA Composites
Key Engineering Materials Vol. 587 (2014) pp 147-153
© (2014) Trans Tech Publications, Switzerland
doi:10.4028/www.scientific.net/KEM.587.147
Production and Mechanical Properties of Commercial Synthetic
Hydroxyapatite (CSHA) Composites
Nermin Demirkol1, a, Faik Nuzhet Oktar2,b and Eyup Sabri Kayali3,c
1Ceramic, Glass&Tile Dept., Vocational School of Degirmendere Ali Ozbay, Kocaeli University, Kocaeli, Turkey
2Bioengineering Dept., Faculty of Engineering, Marmara University, Istanbul, Turkey
3Metallurgical and Materials Engineering Dept., Istanbul Technical University, Istanbul, Turkey anermin.demirkol@kocaeli.edu.tr (corresponding author)bfoktar@marmara.edu.tr, ckayali@itu.edu.tr
Keywords: Synthetic hydroxyapatite, mechanical properties, composite, microstructural properties.
Abstract. Hydroxyapatite (HA), one of the calcium phosphate compounds, is the most widely used bioceramic. HA materials have a common usage in bone repairing due to its ability to accelerate the bone growth around the implant. HA is a biocompatible material and used in production of various kinds of prosthesis, repairing the cracked or broken bones and coating of metallic biomaterials. This study covers production and characterization of composite materials made of commercial synthetic hydroxyapatite (CSHA) with commercial inert glass, magnesium oxide and niobium (V) oxide additions (5 and 10 wt%), seperately. These additives used as reinforcement materials to improve the mechanical properties of CSHA based composites. The composites were subjected to sintering at different temperatures between 1000ºC and 1300ºC, then microstructures and mechanical properties of CSHA composites were investigated. The physical and mechanical properties were determined by measuring density, compression strength and Vickers microhardness (HV). Structural characterization was carried out with X-ray diffraction (XRD) and scanning electron microscopy (SEM) studies. In all composites, density values and mechanical properties increased with increasing sintering temperature. CSHA composite with 5 wt% CIG addition showed highest physical and mechanical properties among all CSHA composites produced in this study.
Introduction
Hydroxyapatite (HA), one of the calcium phosphate compounds with an empiric formula as Ca10(PO4)6(OH)2, is the most widely used bioceramic. HA materials have a common usage in bone repairing due to its ability to accelerate the bone growth around the implant. HA is a biocompatible material and used in production of various kinds of prosthesis, repairing the cracked or broken bones and coating of metallic biomaterials. It is the most common calcium phosphate ceramics used in the production of implant materials [1,2].
Hydroxyapatite can be obtained both by synthetic and natural methods. The first synthetic HA biomaterials were synthesized by a chemical precipitation method in 1960s. Afterward, synthetic HA was produced by two different chemical methods. One of them is chemical precipitation from water based solutions containing calcium and phosphate salts, and the other one is the acid-base titration. The synthetic HA is the most commonly used type of HAs and it is highly reliable, however production of synthetic HA is complex and expensive [2].
In spite of being a biocompatible and bioactive material, hydroxyapatite has a limited usage as an implant material because of its weak mechanical properties. HA material is not suitable for the applications requiring strength such as orthopedics and dentistry. For load bearing applications, metals such as stainless steel, titanium, and cobalt chromium alloys have been widely used. There are, however, various problems related to metallic materials in the human body due to corrosion,
All rights reserved. No part of contents of this paper may be reproduced or transmitted in any form or by any means without the written permission of TTP, www.ttp.net. (ID: 194.27.72.122, Kocaeli University, Kocaeli, Turkey-04/10/13,14:32:14)
148 Bioceramics 25
![]()
wear, and/or negative tissue reaction. HA based composites are required to supply improvement of strength and toughness of the implant materials without compromising of biocompatibility. To this end, HA could be used in combination with another metal/ceramic phase, which can improve the physical properties of HA without deteriorating its biocompatibility. The development of improved biocompatible materials with ultimately bone-like mechanical properties is a continuous task in the bioceramics research field. The excellent mechanical properties and higher biocompatibilities are expected from a biomedical composite [3,4]. In earlier studies, several HA based composites were investigated.
Oktar et.al [5] examined the effect of MgO on the bovine derived hydroxyapatite (BHA) and they showed that BHA-MgO composites have good densification resulting better strength properties. Using 1 wt.% MgO in HA also has positive effect on the cell culture studies [6]. Nascimento et al.[7] had developed nanostructured Nb2O5-fish bone derived hydroxyapatite composites and showed improvement in the sinterability with significant densification and microstructure changes, suggesting that they are promising for implants meant to replace bone tissues. Demirkol et. al.[2,8] had studied mechanical and microstructural properties of sheep hydroxyapatite-Nb2O5 composites and showed beneficial effect of Nb2O5 addition in HA. Salman et. al.[9] investigated influence of NbO2 addition on the the properties of BHA. They obtained the highest compression strength value with the addition of 10 wt% NbO2. Salman et.al. [10] also studied BHA-CIG composites and the highest compression strength was obtained with BHA-5wt.
% CIG composite sintered at 1300ºC.
In this study, HA composites were produced by using synthetic HA reinforced with commercial inert glass (CIG), MgO and Nb2O5 powders and physical, mechanical, microstructural properties of the obtained composites were characterized. The most suitable composite composition for biomedical applications was determined among the studied composites. Bioactivity and biocompatibility tests of these composites are going on.
Materials and Methods
The commercial synthetic hydroxyapatite (CSHA) used in this study was obtained from Across company with average particle size of 6,5 µm and molecular weight of 502,31 g/mol. Window glass is used to produce commercial inert glass (CIG) which obtained with the average particle size of 68
µm. Reinforcement materials Nb2O5 and MgO which are used to produce composite were at the average grain size of 4,8 and 65 µm respectively. CSHA powder was ball milled with (separately) 5 and 10 wt% CIG, MgO and Nb2O5 powders with ethanole for 4 h. The samples were prepared according to a British Standard for compression tests (BS 7253) [11]. The powder portions were pressed at 350 MPa between hardened steel dies. Pressed samples were sintered between 1000°C and 1300°C for 4 h. Density, Vickers microhardness and compression strength were measured. SEM analyses were done after etching with 3 vol% HF solution for 1 minute. X-ray diffraction studies were also conducted for phase analysis.
The compression tests were done with an universal testing machine (Shimadzu) at the crosshead speed of 3 mm/min. Microhardness values were determined under 200 g. load. Scanning Electron Microscope (Hitachi TM-1000) was used for microscopic examinations and XRD analyses were conducted on a Brucer D8-Advanced X-ray diffractometer.
Key Engineering Materials Vol. 587 149
![]()
Results and Discussion
XRD diagrams of CSHA-CIG composites sintered at different sintering temperature are given in

Fig.1.
Fig.1. XRD diagrams of 5 and 10 wt% CIG added CSHA composites, sintered at 1000°C and 1300
°C.
Both composites include whitlockite (W), calcium phosphate (CP), hydroxyapatite (HA) and sodium calcium aluminium phosphate silicate (SCAPS) phases in both temperatures. CSHA with
5wt.% CIG containing composite sintered at 1300°C shows sharper and more evident SCAPS peaks than the other composite. But, CSHA-10 wt.% CIG composite sintered at 1300°C includes extra sodium calcium silicate (SCS) phase.
The microstructures of CSHA-CIG composites sintered at different temperatures are given in Fig.2. Similar microstructures were observed in composites containing 5 and 10 wt.% CIG sintered at 1000°C (Fig.2a and 2c). Light coloured phases are sodium calcium aluminium phosphate silicate (SCAPS) in Fig.2b and 2d which is present at higher amount in 5 wt% CIG containing composite sintered at 1300 °C.
Table 1 shows the experimental results of density, compression strength and Vickers microhardness of the CSHA-CIG composites sintered at different temperatures with different amounts of CIG content. Vickers microhardness values of CSHA-CIG composites increase with increasing sintering temperature, as seen in Table 1. The mechanical properties of composites decreased with increasing CIG content. CSHA composite containing 5 wt% CIG, sintered at
1300°C showed the best mechanical properties among CIG containing composites. This result may be related to the formation of SCAPS phase which causes improvement of mechanical properties. Density and compression strength values of these composites increase with increasing sintering temperature, except CSHA-10 wt. % CIG composite sintered at 1300°C. Decreases in density and mechanical properties of this composite is due to the glassy phase of SCS which formed at this temperature.
150 Bioceramics 25
![]()

Fig. 2. Microstructures of CSHA-CIG (5 and 10 wt%) composites sintered at different temperatures. (a) CSHA-5 wt% CIG - 1000°C, (b) CSHA-5 wt% CIG - 1300°C, (c) CSHA-10 wt% CIG - 1000°C, (d) CSHA-10 wt% CIG - 1300°C.
Table 1. Density, compression strength and Vickers microhardness values of CSHA-CIG
composites sintered at different temperatures.
|
Temperature (ºC) |
Density (g/cm3) |
Compression Strength (MPa) |
Vickers Microhardness (HV) |
|||
|
5 wt.% |
10 wt.% |
5 wt.% |
10 wt.% |
5 wt.% |
10 wt.% |
|
|
1000 |
2,42 |
2,18 |
60 |
53 |
128 |
115 |
|
1100 |
2,65 |
2,54 |
72 |
66 |
278 |
202 |
|
1200 |
2,93 |
2,70 |
82 |
75 |
358 |
285 |
|
1300 |
2,99 |
1,88 |
95 |
18 |
382 |
312 |
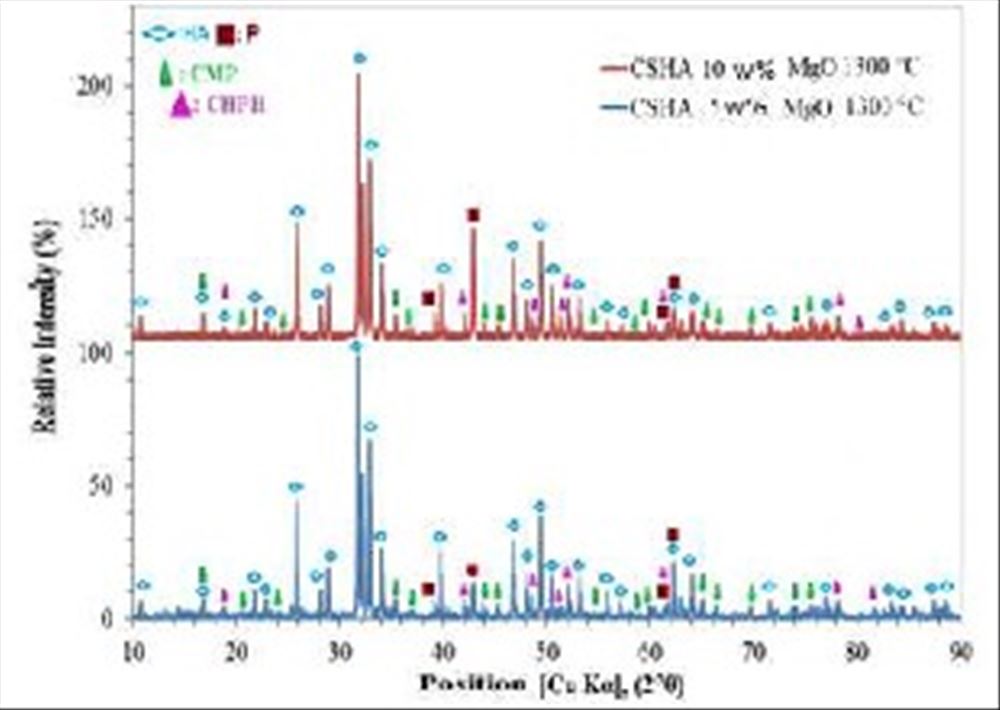
Fig.3 shows the XRD diagrams of MgO containing composites sintered at 1000 and 1300°C. Both CSHA-MgO composites include hydroxyapatite (HA), calcium magnesium phosphate (CMP) and periklas-synthetic MgO (P) phases between 1000 and 1200°C sintering temperatures. Calcium hydrogen phosphate hidrate (CHPH) phase formed additionaly to these present phases in CSHA- MgO composites sintered at 1300°C.
Fig. 4 shows the microstructure of CSHA-MgO composites. The microstructures at 1300 °C
sintering temperature show better densification as seen in Fig.4b and 4d.
Table 2 shows the density and mechanical properties of CSHA-MgO composites sintered at different sintering temperatures.
In all CSHA-MgO composites, density, compression strength and Vickers microhardness increased with increasing sintering temperature. The measured properties of CSHA-5 wt.% MgO composite are higher than CSHA-10 wt.% MgO composite due to lower mean particle size of this mixture which resulted better densification and properties. The measured mean particle sizes of CSHA-5 wt.% MgO and CSHA-10 wt.% MgO mixtures were 7.2 µm and 12.3 µm, respectively.
Key Engineering Materials Vol. 587 151
![]()


Fig.3. XRD diagrams of 5 and 10 wt% MgO added CSHA composites, sintered at 1000°C and 1300
°C.
Fig. 4. Microstructures of CSHA-MgO (5 and 10 wt%) composites sintered at different temperatures. (a) CSHA-5 wt% MgO - 1000°C, (b) CSHA-5 wt% MgO - 1300°C, (c) CSHA-10 wt% MgO - 1000°C, (d) CSHA-10 wt% MgO - 1300°C.
Table 2. Density, compression strength and Vickers microhardness values of CSHA-MgO
composites sintered at different temperatures.
|
Temperature (ºC) |
Density (g/cm3) |
Compression Strength (MPa) |
Vickers Microhardness (HV) |
|||
|
5 wt.% |
10 wt.% |
5 wt.% |
10 wt.% |
5 wt.% |
10 wt.% |
|
|
1000 |
2,15 |
2,07 |
47 |
38 |
83 |
76 |
|
1100 |
2,26 |
2,18 |
71 |
65 |
156 |
124 |
|
1200 |
2,77 |
2,73 |
78 |
73 |
316 |
282 |
|
1300 |
2,90 |
2,84 |
85 |
78 |
370 |
358 |
152 Bioceramics 25
![]()
Fig. 5 shows the XRD patterns of CSHA- Nb2O5 composites sintered at 1000°C and 1300°C. Both composites include same phases which are hydroxyapatite (HA), calcium phosphate (CP), niobium oxide (NO), calcium niobium oxide (CNO) and whitlockite (W). Calcium niobium oxide(CNO) and hydroxyapatite (HA) phases are sharper and more evident in XRD diagram of CSHA-10 wt.% Nb2O5 composite than the other composite.
Fig.5. XRD diagram of 5 and 10 wt% Nb2O5 added CSHA composites, sintered at 1000°C and
1300°C.
Fig. 6 shows the microstructures of CSHA- Nb2O5 composites sintered at 1000°C and 1300°C.
Fig. 6. Microstructures of CSHA-Nb2O5 (5 and 10 wt%) composites sintered at different temperatures. (a) CSHA-5 wt% Nb2O5 - 1000°C, (b) CSHA-5 wt% Nb2O5 - 1300°C , (c) CSHA-10 wt% Nb2O5 - 1000°C, (d) CSHA-10 wt% Nb2O5 - 1300°C.
The similar microstructures and good densification were observed on both composites sintered at
1300°C as seen in Fig.6b and 6d. White coloured regions as seen in Fig.6 determined as calcium niobium oxide (CNO) phase obtained from EDS analysis. In both temperatures, CSHA-10 wt.% Nb2O5 composites include more calcium niobium oxide (CNO) and niobium oxide (NO) phases than CSHA-5 wt.% Nb2O5 composites as seen in Fig.6c and 6d.
Key Engineering Materials Vol. 587 153
![]()
Table 3 shows density, compression strength and hardness values of CSHA- Nb2O5 composites sintered at different temperatures. At all composites, these measured properties increased with increasing sintering temperature and niobium (V) oxide addition.
Table 3. Density, compression strength and Vickers microhardness values of CSHA-Nb2O5
composites sintered at different temperatures.
|
Temperature (ºC) |
Density (g/cm3) |
Compression Strength (MPa) |
Vickers Microhardness (HV) |
|||
|
5 wt.% |
10 wt.% |
5 wt.% |
10 wt.% |
5 wt.% |
10 wt.% |
|
|
1000 |
2,20 |
2,33 |
43 |
60 |
99 |
118 |
|
1100 |
2,45 |
2,62 |
67 |
75 |
196 |
222 |
|
1200 |
2,60 |
2,72 |
74 |
80 |
285 |
295 |
|
1300 |
2,71 |
2,95 |
82 |
89 |
322 |
390 |
Summary
In this study, the microstructural and mechanical properties of CSHA composites containing
CIG, MgO and Nb2O5 additions were investigated and the following conclusions were obtained.
The density and mechanical properties of CSHA composites decreased with increasing CIG and
MgO contents in contrast to Nb2O5 content.
CSHA composites containing 5 wt % CIG, 5 wt% MgO and 10 wt % Nb2O5 sintered at 1300°C
showed the best mechanical properties among the corresponding composites.
CSHA-5 wt.% CIG composites sintered at 1300°C showed the best density and mechanical properties.
References
[1] S. Yugeswaran, C.P. Yoganand, A. Kobayashi, K.M. Paraskevopoulos and B. Subramanian, Journal of The Mechanical Properties of Biomedical Materials, 9 (2012) 22-33.
[2] N. Demirkol, F.N. Oktar and E.S. Kayali, Acta Physica Polonica A, 121,1 (2012) 274-276. [3] J.W.Choi, Y.M.Kong and H.E.Kim, J.Am. Ceram. Soc. 81 [7] (1998) 1743-48.
[4] Y.Nayak, R.Rana, S. Pratihar and S. Bhattacharyya, Int. J. Appl. Ceram. Technol., 5 [1] (2008)
29-36.
[5] F.N.Oktar, S. Agathopoulos, L.S.Ozyegin, O.Gunduz, N.Demirkol, Y.Bozkurt and S.Salman, J.Mater. Sci: Mater Med., 18 (2007) 2137-2143.
[6] E. Bertoni, A.Bigi, G.Cojazzi, M.Gandolfi, S.Panzavolta and N.Roveri, J.Inorg. Biochem., 72 (1998) 29-35.
[7] W.J.Nascimento, T.G.M. Bonadio, V.F. Freitas, W.R.Weinand,M.L.Baesso and W.M.Lima, Materials Chemistry and Physics, 130 (2011) 84-89.
[8] N.Demirkol, PhD Thesis: Production and Characterization of Sheep Hydroxyapatite Composites, Istanbul Technical University, Graduate School of Science, Engineering and Technology, (2013), Istanbul, Turkey.
[9] S.Salman, O.Gunduz, S. Yilmaz, M.L.Ovecoglu, R.L.Synder, S.Agathopoulos and F.N.Oktar, Ceram. Int., 35 (2009) 2965.
[10] S.Salman, F.N.Oktar, O.Gunduz, S.Agathopoulos, M.L.Öveçoğlu and E.S.Kayali, Key
Engineering Materials, 330-332 (2007) 189-192.
[11] British Standard Non-Metallic Materials for Surgical Implants. Part 2 Specification for ceramic materials based on alumina, BS 7253: Part 2:1990 ISO 6474-1981.