Hydroxyapatite nano-barium-strontium-titaniumoxide composites
![]()
Key Engineering Materials Vol. 484 (2011) pp 204-209
© (2011) Trans Tech Publications, Switzerland
doi:10.4028/www.scientific.net/KEM.484.204
Hydroxyapatite nano-barium-strontium-titaniumoxide composites
Nermin Demirkol1,2,a, Eyup Sabri Kayali2,b, Mehmet Yetmez3,c, Faik Nuzhet Oktar4,d and Simeon Agathopoulos5,e
1Technical Prog. Dept., Vocational School of Degirmendere Ali Ozbay, Kocaeli University, Golcuk, Turkey
2Metallurgy & Materials Science Dept., Istanbul Technical University, Istanbul, Turkey
3Mechanical Engineering Dept., Karaelmas University, Zonguldak, Turkey
4Medical Imaging Techniques Dept., School of Health Related Professions, Marmara University, Istanbul, Turkey
5Materials Science & Engineering Dept., Ioannina University, Ioannina, Greece
anermin.demirkol@kocaeli.edu.tr, bkayali@itu.edu.tr, cm_yetmez@yahoo.com,
dfoktar@marmara.edu.tr, esagat@cc.uoi.gr
Keywords: Hydroxyapatite, Composites, New Materials, Nano-dopants
Abstract. The aim of this study is to produce and to investigate the mechanical and microstructural properties of composite materials made of hydroxyapatite, obtained from natural bovine bone and nano barium strontium titanium oxide (5 and 10 wt%). Compositions were mechanical alloyed and compacted to pellets. The samples were subjected to sintering at different temperatures between
1000oC and 1300oC. Compression strength, Vickers microhardness as well as density were measured. SEM and X-ray diffraction studies were also conducted. With increasing sintering temperature, microhardness, compression strength and density of composites increased. With increasing addition of nano barium strontium titanium oxide (BST) to bovine hydroxyapatite (BHA), microhardness values of composites decreased at all sintering temperatures, but compression strength and density values of composites showed different tendency. Compression strengths of BHA-composites at low sintering temperatures were nearly the same, but their compression strengths at high sintering temperatures decreased with increasing nano BST addition. The best mechanical properties were obtained at 1300°C sintering temperature with BHA-5wt% nano BST. Microhardness and compression strengths values of these nano–oxide composites are generally higher than that BHA-composites produced by traditional methods. Adding of nano- oxides to BHA could be a valuable method to produce rigid and high load carrying ability when compared with BHA-composites produced by conventional methods. Nano-HA and nano-oxides composites could be even better. Those nano-nano studies are still in progress.
Introduction
![]()
Musculoskeletal system disease cost a significant amount of money in all countries around the world. In addition, the occurrence of bone fractures has increase due to an increased number of traffic accidents and the increase in life expectancy from age 35 to 70. For bone restorations, different type of bioceramics are needed. HA is the most well known and studied biocompatible bioceramic for use as bone and tooth graft material since the 1960’s [1]. Nevertheless, due to the poor mechanical properties of bulk HA ceramics, such materials cannot be used as implant devices for load-bearing applications. On the other hand, it is well known that the incorporation of a ceramic reinforcement (e.g. fibres, whiskers, platelets or particles) in a ceramic matrix improves the mechanical properties [2]. Addition of second-phase ceramic materials (e.g., zirconia, titania, or alumina) to the HA matrix in order to obtain products with enhanced strength and toughness has been researched in recent years [3]. It seems also a good idea to mix HA material with nano- ingredients such as nano-metallic, nano-oxide, nano-carbon tubes and others. But so far only limited
All rights reserved. No part of contents of this paper may be reproduced or transmitted in any form or by any means without the written permission of TTP, www.ttp.net. (ID: 193.255.162.227-09/06/11,12:42:40)
![]()
Key Engineering Materials Vol. 484 205
![]()
literature is available in this subject. Only mixing HA with nano-carbon tubes seems to be a challenge but most of the studies were not about increasing the strength of HA (DNA studies [4], biofuel cell applications [5]). There are also some limited studies about the characterization of those HA nano-carbon tubes composites and none of those studies were about the mechanical properties [6,7]. And some of the HA-composites were regarded as nano composites even the main two components are not nano. For instance, Niespodziana et al. had described in a very recent paper about production of metallic titanium-HA nanocomposites with different HA contents, but the grain size of Ti is given as <45 micron. In this study, as mixing technique the combination of mechanical alloying and powder metallurgical process were used [8]. Some researchers describe that natural HA should be as nano particules. Dorozhkin had reviewed the recent literature and he reports as
‘‘Though the size of biological apatite crystals reported in the literature varies due to different treatment methods and analysis techniques, it is generally around the nanometric level with values in the ranges of 30 – 50 nm (length), 15 – 30 nm (width) and 2 – 10 nm (thickness)” [9 ]. There is also very few papers about preparing true nano-composites [6,7].
HA can be produced chemically or from natural resources like corals or bones from humans or animals [10]. Using allografts, there is always a risk of disease transmission. HA, produced from sources of natural origin, such as bones of humans or animals, can be safe provided that all safety precautions are fulfilled. To eliminate any possibility of transmitting very dangerous, incurable and even fatal prion diseases (e.g. spongiform encephalopathies), the calcination method applied in the present study makes the transmission of such prions absolutely impossible since no protein can survive at the high temperature of 850 °C for several hours. Beyond health protection, calcination and sintering methods are inexpensive ways to produce HA materials from natural bones [11]. The HA used here called bovine derive HA (BHA) and it seems absolute a very safe material for producing HA composites.
There is not much about using nano barium strontium titanium oxide alone as a HA reinforcing materials in the literature. The aim of this study is to produce HA-nanocomposites adding barium strontium titanium oxide for a stronger composite. Nano BST is in the form of (BaTiO3)(SrTiO3). This compound includes three elements which are Ba, Sr and Ti. There are some studies about the properties of toxicity effects and biocompatibility of these elements. Ti has good biocompatibility. Ti combines with HA to improve mechanical properties [12]. Sr and Ti also had used due to their electro conductivity property. Electro conductivity plays an important role during bone tissue healing. Therefore it is advised to use Sr and Ti containing HA composite in the treatment of osteoporosis [13,14]. Also, a detrimental effect of Sr as toxic material is discovered when it is used in high level [14].
Materials and Methods
The BHA used in this study was produced by calcination and milling, according to a method of Oktar et al. [15]. Bovine Hydroxyapatite (BHA) matrix was reinforced with 5 and 10 wt% of nano barium strontium titanium oxide powder. Compositions were ball milled with oxides for 4 hours and the samples were consolidated via combination of conventional powder metallurgical process and mechanical alloying and compacted to pellets. The samples were prepared according to a British Standard for compression tests (BS 7253) [16]. The powder portions were pressed at
350 MPa between hardened steel dies. Pressed samples were subjected to sintering at different temperatures between 1000°C and 1300°C (with the heating rate of + 4°C min -1) for 4 h (Nabertherm HT 16/17, Germany). Compression strength, Vickers microhardness as well as density were measured. SEM and X-ray diffraction studies were also conducted. The compression tests were done with a universal test apparatus (Instron 1195, USA), at the crosshead speed of
2 mm/min. SEM images were taken with Scanning Electron Microscope (JEOL JSM-7000F Field
![]()
Emission Scanning Electron Microscope). X-ray diffraction studies were also performed.
![]()
206 Advanced Engineering Ceramics and Composites
![]()
Results and Discussion
Table 1 summarizes the experimental results of density, compression strength and Vickers microhardness of the BHA-nano barium strontium titanium oxide composites at different amount and sintering temperatures. The mean density, compression strength and Vickers microhardness values of BHA-nano BST composites increase with increasing sintering temperature, as seen in Table 1. The BHA-composite with 5wt% nano BST addition showed higher mechanical properties than 10wt% nano BST addition, above 1100°C in general.
Table 1: Influence of nano barium strontium titanium oxide (nano BST) content and sintering temperature on density, compression strength and Vickers microhardness of composites made of nano BST and bovine Hydroxyapatite (BHA).
|
Density(g/cm3) |
Compression Strength (MPa) |
Vickers Microhardness (HV) |
||||
|
Temperature(°C) |
5 wt% |
10 wt% |
5 wt% |
10 wt% |
5 wt% |
10 wt% |
|
1000 |
2.01 |
2.01 |
46.35 |
49.07 |
48.81 |
47.37 |
|
1100 |
2.09 |
2.04 |
62.65 |
63.51 |
163.5 |
90.18 |
|
1200 |
2.63 |
2.37 |
134.34 |
92.99 |
198.4 |
139.5 |
|
1300 |
2.70 |
2.49 |
167.65 |
136.16 |
416.1 |
374 |


Fig.1 presents the Vickers microhardness and compression strengths of BHA-nano BST composites and BHA obtained at the earlier study of Goller et. al.[17] at the different sintering temperatures.
(a) (b)
Fig.1: Comparison graphics of (a) Vickers microhardness (b) Compression strength of BHA [17]
and BHA-nano BST composites at different sintering temperature.
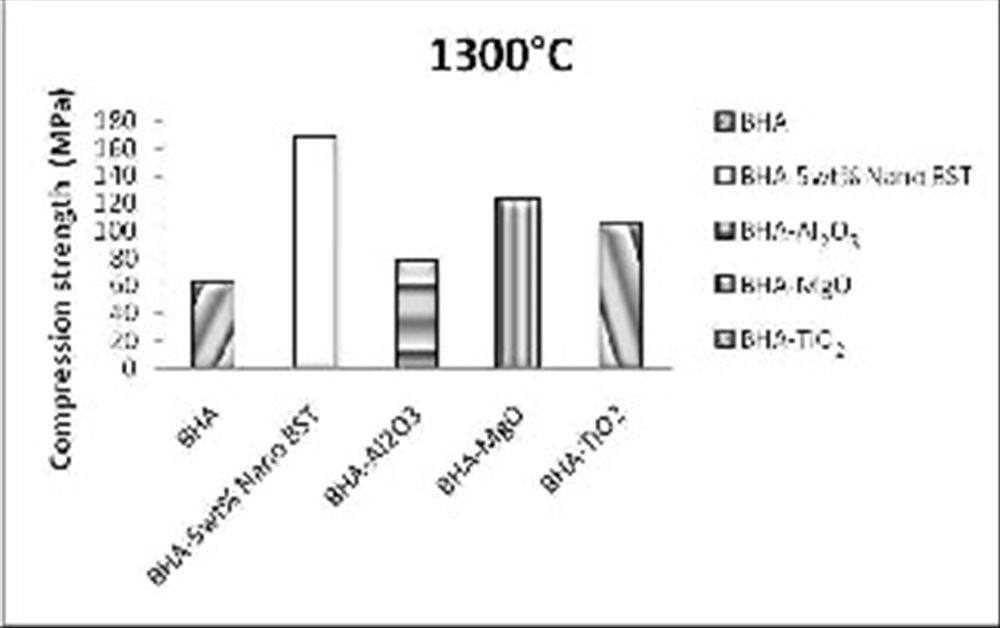
The highest mechanical properties were achieved with BHA-5wt% nano BST in general. It is noticed that BHA-5wt% nano BST sintered samples reach a maximum value of Vickers microhardness and compression strength at 1300°C. Reinforcement material of Nano BST improved the mechanical properties, as expected. At Fig.2 compression strength values of BHA-
5wt% nano BST composite which showed the best mechanical properties are compared with BHA [17] and BHA- composites [18,19] sintered at 1300°C. Fig.2 clearly indicates that BHA-5wt% nano BST composite has highest compression strength compared the others.![]()
![]()
Key Engineering Materials Vol. 484 207
![]()

Fig.2: Comparison graphics of compression strength of BHA, BHA-5wt% nano BST, BHA-Al2O3
[18], BHA-MgO [18] and BHA-TiO2 [19] composites.

(a)(b)
( c) (d)
Fig.3: Microstructures of BHA- nano BST (5 and 10 wt %) composites sintered at different
temperatures. (a) BHA-5wt% nano BST at 1000°C , (b) BHA-5wt% nano BST at 1300°C , (c) BHA-10 wt% nano BST at 1000°C, (d) BHA-10wt% nano BST at 1300°C.
The microstructures of BHA-nano BST composites sintered at different temperatures are given in Figure 3. It is clearly seen that similar microstructures were observed in composites sintered at
1000°C (Fig.3a,c) and typical densification behaviour and grain growth were observed at composites sintered 1300°C (Fig.3b,d).![]()
A minor phase also observed as white areas at composites sintered 1300°C. BHA- 10wt% nano BST composite (Fig.3d) has higher amount of white areas compared the other (Fig.3b). XRD studies given in Fig.4 showed the present phases of BHA- nano BST composites sintered at
1300°C. Both of the composites showed Hydroxyapatite (HA), fluourapatite (FA), calcium![]()
208 Advanced Engineering Ceramics and Composites
![]()
strontium phosphate hydroxide (CSPH) and calcium strontium titanium oxide (CST) phases. Additionaly, BHA-10wt% nano BST showed barium strontium titanium oxide (BST) phase. For temperatures below the critical value of ≈1300°C, HA’s crystalline structure is retained despite dehydroxylation, but the material is rehydrated on cooling. However, if the temperature exceeds that critical value, then complete and irreversible dehydroxylation occurs, resulting in total collapse of HA’s structure and decomposition. Pronounced but reversible dehydoxylation generally occurs at temperatures above ≈ 800°C. At temperatures higher than the critical one, α-TCP and β-TCP are often formed. Since this transformation involves an increase of molecular volume, it is usually deleterious for the mechanical properties. It is known that fluourapatites (FA) are thermostable above 1300°C [20]. In this study, maximum sintering temperature is 1300°C. HA and FA is stable in this sintering temperature.
The presence of barium strontium titanium oxide (BST) phase indicates that some parts of the nano BST particules didn’t react with HA. It is believed that the light colored phase observed in Fig.3b and d which contains Ba is unreacted BST phase. The presence of unreacted BST phase probably decreased mechanical properties of BHA-10wt% nano BST composite compared to the other.
(a)

(b)
Fig.4: XRD spectrums of (a) BHA-5wt% nano BST (b) BHA-10wt% nano BST mechanically alloyed composites sintered at 1300°C.
Summary
In this work, the mechanical and microstructural properties of composite materials made of hydroxyapatite, obtained from natural bovine bone and nano barium strontium titanium oxide (5 and 10 wt%) were studied and the following conclusions were obtained.![]()
With increasing sintering temperature, density, microhardness and compression strength of composites increased. With increasing addition of nano BST to BHA, microhardness and compression strength values of composites decreased. The best mechanical properties were
![]()
Key Engineering Materials Vol. 484 209
![]()
obtained at 1300°C sintering temperature with BHA-5wt% nano BST. Lower properties measured in BHA-Nano 10wt% BST is probably due to unreacted BST phase. Microhardness and compression strengths values of these nano–oxide composites are generally higher than that BHA- composites produced by traditional methods. Adding of nano-oxides to BHA could be a valuable method to produce rigid and high load carrying ability when compared with BHA-composites produced by conventional methods. Tissue culture studies are going on. If the results of tissue culture studies are positive, BHA-5wt% nano BST composite seems to be a very good material for preparing the possible load carrier bioceramic for ortopedic applications. Nano-HA and nano- oxides composites could be even better. Those nano-nano studies should be done.
References
[1] L.S. Ozyegin, F.N. Oktar, G. Goller, E.S. Kayali and T. Yazici: Mater. Lett. Vol. 58 (2004), p. 2605–2609.
[2] G. Goller and F.N. Oktar: Mater. Lett. Vol. 56 (2002), p. 142-47.
[3] Z.E. Erkmen, Y. Genc and F.N. Oktar: J. Am. Ceram. Soc. Vol. 90 (2007), p.2885–2892.
[4] S.R . Bhattarai, S. Aryal, K.C. Bahadur, N. Bhattarai, P.Y. Hwang, H.K. Yi and H.K. Kim: Mater. Sci. and Eng. C Vol.28 (2008), p. 64–69.
[5] H.Y. Zhaoa, H.M. Zhoua, J.X. Zhanga, W. Zhenga and Y.F. Zheng: submitted to Biosensors and Bioelectronics (2009).
[6] C. Kealleya, M. Elcombeb, A.V. Riessenc and B.B. Nissan: Physica B Vols. 385–386 (2006), p. 496–498.
[7] M.K. Singh, T. Shokuhfar, J.J. Almeida Gracio, AC.M. Sausa, J.M.F. Ferreira, H. Garmestani and S.Ahzi: Adv. Funct. Mater. Vol. 18 (2008), p.694-700.
[8], K. Niespodziana, , K. Jurczyk, J. Jakubowicz and M. Jurczyk: Mater. Chem. and Physics
Vol. 123 (2010), p.160-165.
[9] S.V. Dorozhkin: Acta Biomaterialia Vol. 6 (2010), p.715-734.
[10] G. Goller, F.N. Oktar, L.S. Ozyegin, E.S. Kayali and E. Demirkesen: Mater. Lett. Vol. 58 (2004), p.2599– 2604.
[11] F.N. Oktar: Mater Lett. Vol.60 (2006), p.2207-10.
[12] G. Goller, F.N.Oktar, D.Toykan and E.S.Kayali: Key Eng. Mater. Vols. 240-242 (2003), p.619-622.
[13] O.Gunduz, L.S.Ozyegin, S.Dorozhkin, O.Meydanoglu, N.Eruslu, S.Kayali, G.Goller, S.Agathopoulos and F.N.Oktar: Key Eng. Mater. Vols. 396-398 (2009), p. 407-410.
[14] I.Bozbey and A. Peyman Yalcin: TURK J. Rheumatol Vol. 24 (2009), p.149-55.
[15] F.N. Oktar, K. Kesenci and E. Piskin: Artificial Cell Blood Sub. Immob. Biotech. Vol. 27 (1999), p.367-379.
[16] British Standard Non-metallic materials for surgical implants. Part 2 Specification for ceramic materials based on alumina, BS 7253:Part 2: 1990 ISO 6474-1981.
[17] G. Goller, F.N. Oktar, S. Agathopoulos, D.U. Tulyagonav, J.M.F. Ferreira, E.S. Kayali and
I. Peker: Key Eng. Mater. Vols. 309-311 (2006), p.45-48.
[18] F.N. Oktar, S. Agathopoulos, L.S. Ozyegin, O. Gunduz, N. Demirkol, Y. Bozkurt and
S. Salman: J.Mater Sci: Mater Med. DOI 10.1007/s10856-007-3200-9. [19] F.N. Oktar: Mater Lett. Vol. 60 (2006), p.2207-2210.
[20] G.Goller, F.N.Oktar, S. Agathopoulos, D.U. Tulyaganov, J.M.F. Ferreira, E.S. Kayali and
I. Peker: J. Sol-Gel Sci. Tech. (2006), p. 111-115.
![]()